


ISOARC 461
Auftragung für Schneidwerkzeuge
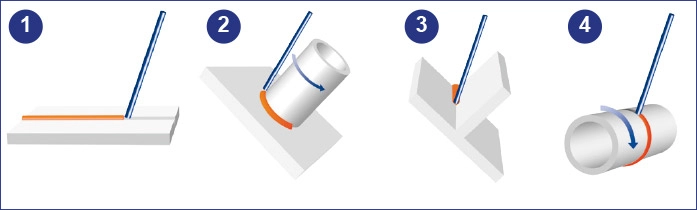
Schweissposition - Stromart - Polung
PA = Waagerechtes Schweissen von Stumpf- und Kehlnäthen (Wannenpostion bzw. Wannelage)
- Strumpfnaht - Blech Wannenposition (1G*)
- Kehlnaht - Rohr rotierend Achse geneigt Wannenposition (1FR*)
- Kehlnaht - Blech Wannenposition (1F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Wannenposition (1G*)
* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PB = Horizontales Schweissen von Kehlnaht schweissen (Horizontal-Vertikalposition)
- Strumpfnaht - Blech Horizontalposition(2F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Horizontalposition(2FR*)
- Strumpfnaht - Rohr fest Achse senkrecht Horizontalposition(2F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PC = Querposition bzw. Quernaht (waagrechtes Schweißen an senkrechter Wand)
- Strumpfnaht - Blech Querposition
- Kehlnaht - Blech Querposition (2G*)
- Strumpfnaht - Rohr fest Achse senkrecht Querposition (2G*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PE = Überkopfschweissen bzw. Überkopf-Position
- Strumpfnaht - Blech Überkopfposition (4G*)
- Kehlnaht - Blech Überkopfposition

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PF = Steigposition bzw. Steignaht schweissen (senkrechtes Schweissen von unten nach oben)
- Strumpfnaht - Blech Steigposition(3G steigend*)
- Kehlnaht - Blech Steigposition(3G steigend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
- PA
- PB
- PC
- PE
- PF
- DC +
Rutlie-basisch umhüllte Stabelektrode für die Neufertigung und Instandsetzung von Schneidwerkzeugen und spanabhebenden Werkzeugen. Das martensitische C-Cr-Mo-V-W legierte Schweißgut widersteht Beanspruchungen durch Metall/Metall-Abrieb bei mäßigen Schlägen und Temperaturen bis ca. 500°C. Im Schweißzustand nur durch Schleifen bearbeitbar. Für die mechanische Bearbeitung kann das Schweißgut weichgeglüht werden : 2h/900°C mit langsamer Abkühlung (ca.30°C/min.). Härten : ca. 1200°C/1h mit Ölabkühlung. Auftragung von Schneidwerkzeugen aller Art, Schneidmessern, Lochstempeln, Bohrern, Scheren, Warmscheren.
- DIN: 8555E 4-UM-60-ST
- Normbezeichnung (ISO 14700 - A )E Fe4
- AnalyseC - Mn - Si - W - Cr - Mo - V
| Produkt | Durchmesser | Länge | Strom | VPE | Menge | Preis Pro Pak |
|---|---|---|---|---|---|---|
ISOARC 461Artikel-Nr 2046125 | 2.5 mm | 300 mm | 80 A | 4.0 kg | Pro Pak CHF 713.05 Ab 6 Pak CHF 606.09 Ab 12 Pak CHF 534.79 Ab 48 Pak CHF 463.48 | |
ISOARC 461Artikel-Nr 2046132 | 3.25 mm | 350 mm | 110 A | 4.0 kg | Pro Pak CHF 713.05 Ab 6 Pak CHF 606.09 Ab 12 Pak CHF 534.79 Ab 48 Pak CHF 463.48 | |
ISOARC 461Artikel-Nr 2046140 | 4.0 mm | 350 mm | 150 A | 4.0 kg | Pro Pak CHF 685.60 Ab 6 Pak CHF 582.76 Ab 12 Pak CHF 514.20 Ab 48 Pak CHF 445.64 |
Beschreibung
ISOARC 461 - Auftragung für Schneidwerkzeuge -
Rutlie-basisch umhüllte Stabelektrode für die Neufertigung und Instandsetzung von Schneidwerkzeugen und spanabhebenden Werkzeugen. Das martensitische C-Cr-Mo-V-W legierte Schweißgut widersteht Beanspruchungen durch Metall/Metall-Abrieb bei mäßigen Schlägen und Temperaturen bis ca. 500°C. Im Schweißzustand nur durch Schleifen bearbeitbar. Für die mechanische Bearbeitung kann das Schweißgut weichgeglüht werden : 2h/900°C mit langsamer Abkühlung (ca.30°C/min.). Härten : ca. 1200°C/1h mit Ölabkühlung. Auftragung von Schneidwerkzeugen aller Art, Schneidmessern, Lochstempeln, Bohrern, Scheren, Warmscheren.
Sonderangaben:
Im Schweisszustand nur durch Schleifen bearbeitbar. Auftragung von Schneidkanten aller Art. Schneidmessern, Lochstempeln, Bohrern, Scheren, Warmscheren usw. Rücktrocknung: 1h/250°C. Für die mechanische Bearbeitung kann das Schweissgut weichgeglüht werden: 2h/900°C mit langsamer Abkühlung (ca.30°C/min) Härten ca. 1200°C/1h mit ölabkühlung.