



Lincoln Electric Lincoln Innershield NR 211 MPE
Sehr gute Schweisseigenschaften für das Schweissen OHNE Schutzgas.
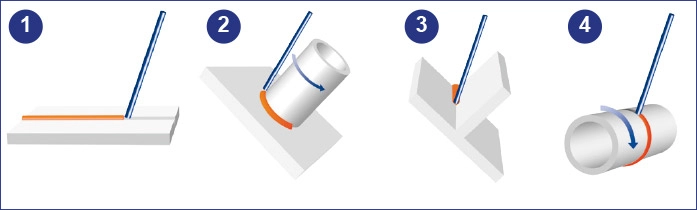
Schweissposition - Stromart - Polung
PA = Waagerechtes Schweissen von Stumpf- und Kehlnäthen (Wannenpostion bzw. Wannelage)
- Strumpfnaht - Blech Wannenposition (1G*)
- Kehlnaht - Rohr rotierend Achse geneigt Wannenposition (1FR*)
- Kehlnaht - Blech Wannenposition (1F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Wannenposition (1G*)
* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PB = Horizontales Schweissen von Kehlnaht schweissen (Horizontal-Vertikalposition)
- Strumpfnaht - Blech Horizontalposition(2F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Horizontalposition(2FR*)
- Strumpfnaht - Rohr fest Achse senkrecht Horizontalposition(2F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PC = Querposition bzw. Quernaht (waagrechtes Schweißen an senkrechter Wand)
- Strumpfnaht - Blech Querposition
- Kehlnaht - Blech Querposition (2G*)
- Strumpfnaht - Rohr fest Achse senkrecht Querposition (2G*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PE = Überkopfschweissen bzw. Überkopf-Position
- Strumpfnaht - Blech Überkopfposition (4G*)
- Kehlnaht - Blech Überkopfposition

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PF = Steigposition bzw. Steignaht schweissen (senkrechtes Schweissen von unten nach oben)
- Strumpfnaht - Blech Steigposition(3G steigend*)
- Kehlnaht - Blech Steigposition(3G steigend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PG = Fallposition bzw. Fallnaht schweissen (senkrechtes Schweissen von oben nach unten)
- Strumpfnaht - Blech Fallposition(3G fallend*)
- Kehlnaht - Blech Fallposition(3G fallend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
- PA
- PB
- PC
- PE
- PF
- PG
- DC -
Sehr gute Schweisseigenschaften, mit geringer („keiner“) Spritzerbildung. Schweissbar in allen Positionen, sogar steigend. EN ISO 17632-A: T 42 Z Z N 1 H10 zu verwenden an allen un- und mittellegierten Stählen bis Feinkorn-Stahl z.B. E S355. Zu verschweissen mit Gleichstrom am Minus Pol. Top-Merkmale, vielseitige Schweissbarkeit für eine Vielzahl von Grundwerkstoffen, einfache Bedienbarkeit und gute Nahtausbildung. Einfaches Entfernen der Schlacken. Schnelle Abkühleigenschaften kompensieren schlechte Passungen. Anwendungsbeispiele: Blech oder dünnes Metall, verzinktes Blech, Robotik / Hardautomation, allgemeine Herstellung, 5/16" maximale Blechdicke für 0.045" und kleinere Durchmesser, 1/2" maximale Blechdicke für 0.068 - 3/32" Durchmesser.
- Normbezeichnung (EN ISO)17632-A T 42 Z Z N 1 H10
- AWSA5.20/A5.20M - E71T-11
- Einteilungun- und niedriglegierte Stähle
- AnalyseC - Mn - Si - P - S - Al
| Produkt | Durchmesser | Länge | VPE | Menge | Preis Pro Spule |
|---|---|---|---|---|---|
Lincoln Innershield NR 211 MPEArtikel-Nr Ed016354 | 0.9 mm | 4.5 kg | Pro Spule CHF 216.90 Ab 10 Spule CHF 173.52 Ab 30 Spule CHF 130.14 Ab 63 Spule CHF 86.76 | ||
Lincoln Innershield NR 211 MPEArtikel-Nr Ed016363 | 1.1 mm | 4.50 kg | Pro Spule CHF 195.10 Ab 10 Spule CHF 156.08 Ab 30 Spule CHF 117.06 Ab 63 Spule CHF 78.04 |
Beschreibung
Lincoln Innershield NR 211 MPE - Sehr gute Schweisseigenschaften für das Schweissen OHNE Schutzgas -
Sehr gute Schweisseigenschaften, mit geringer („keiner“) Spritzerbildung. Schweissbar in allen Positionen, sogar steigend. EN ISO 17632-A: T 42 Z Z N 1 H10 zu verwenden an allen un- und mittellegierten Stählen bis Feinkorn-Stahl z.B. E S355. Zu verschweissen mit Gleichstrom am Minus Pol. Top-Merkmale, vielseitige Schweissbarkeit für eine Vielzahl von Grundwerkstoffen, einfache Bedienbarkeit und gute Nahtausbildung. Einfaches Entfernen der Schlacken. Schnelle Abkühleigenschaften kompensieren schlechte Passungen. Anwendungsbeispiele: Blech oder dünnes Metall, verzinktes Blech, Robotik / Hardautomation, allgemeine Herstellung, 5/16" maximale Blechdicke für 0.045" und kleinere Durchmesser, 1/2" maximale Blechdicke für 0.068 - 3/32" Durchmesser.