


Lincoln Electric Lincoln Innershield NR 232
Schweissen mit selbstschützenden Fülldrähten (FCAW-S)
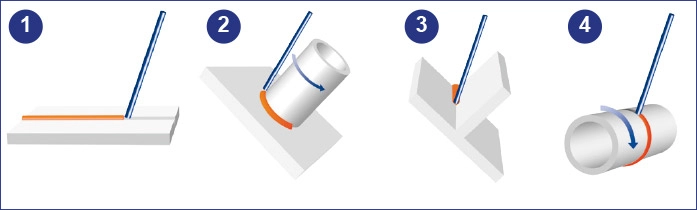
Schweissposition - Stromart - Polung
PA = Waagerechtes Schweissen von Stumpf- und Kehlnäthen (Wannenpostion bzw. Wannelage)
- Strumpfnaht - Blech Wannenposition (1G*)
- Kehlnaht - Rohr rotierend Achse geneigt Wannenposition (1FR*)
- Kehlnaht - Blech Wannenposition (1F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Wannenposition (1G*)
* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PB = Horizontales Schweissen von Kehlnaht schweissen (Horizontal-Vertikalposition)
- Strumpfnaht - Blech Horizontalposition(2F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Horizontalposition(2FR*)
- Strumpfnaht - Rohr fest Achse senkrecht Horizontalposition(2F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PC = Querposition bzw. Quernaht (waagrechtes Schweißen an senkrechter Wand)
- Strumpfnaht - Blech Querposition
- Kehlnaht - Blech Querposition (2G*)
- Strumpfnaht - Rohr fest Achse senkrecht Querposition (2G*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PF = Steigposition bzw. Steignaht schweissen (senkrechtes Schweissen von unten nach oben)
- Strumpfnaht - Blech Steigposition(3G steigend*)
- Kehlnaht - Blech Steigposition(3G steigend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PG = Fallposition bzw. Fallnaht schweissen (senkrechtes Schweissen von oben nach unten)
- Strumpfnaht - Blech Fallposition(3G fallend*)
- Kehlnaht - Blech Fallposition(3G fallend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
- PA
- PB
- PC
- PF
- PG
- DC -
Entwickelt für das Schweissen mit hoher Abscheidung und Fehlstellung für die strukturelle Fertigung in seismischen Zonen. Empfohlen für Einzel- oder Mehrgangschweissen von 4,8 mm (3/16 Zoll) und schwererem Kohlenstoffstahl.
- Normbezeichnung (EN ISO)17632-A T 42 2 Y N 2 H10
- AWSA5.20/A5.20M - E71T-8
- Einteilungun- und niedriglegierte Stähle
- AnalyseC - Mn - Si - P - S - Al
| Produkt | Durchmesser | Länge | VPE | Menge | Preis Pro Spule |
|---|---|---|---|---|---|
Lincoln Innershield NR 232Artikel-Nr ED012518 | 1.7 mm | 6.1 kg | Pro Spule CHF 250.10 Ab 10 Spule CHF 200.08 Ab 30 Spule CHF 150.06 Ab 63 Spule CHF 100.04 | ||
Lincoln Innershield NR 232Artikel-Nr ED030699 | 1.8 mm | 6.1 kg | Pro Spule CHF 210.75 Ab 10 Spule CHF 168.60 Ab 30 Spule CHF 126.45 Ab 63 Spule CHF 84.30 |
Beschreibung
Lincoln Innershield NR 232 - Schweißen mit selbstschützenden Fülldrähten (FCAW-S) -
Entwickelt für das Schweissen mit hoher Abscheidung und Fehlstellung für die strukturelle Fertigung in seismischen Zonen. Empfohlen für Einzel- oder Mehrgangschweissen von 4,8 mm (3/16 Zoll) und schwererem Kohlenstoffstahl.
Technische Daten
General
Normbezeichnungen
Chemische Zusammensetzung (typische Werte in %)
Vorteile
- Hohe Abscheideraten beim Fehlschweissen
- Durchdringender Lichtbogen
- Schnelles Einfrieren, leicht zu entfernendes Schlackensystem
Anwendung
- Strukturelle Fertigung - einschließlich solcher - die seismische
- Allgemeine Plattenfertigung
- Maschinenteile
- Tanks
- Trichter
- Regale und Gerüste
- Rumpfplatten- und Versteifungsschweißen auf Schiffen und Lastkäh