




Oerlikon CROMOCORD 10M
Stabelektroden für warmfeste Stähle
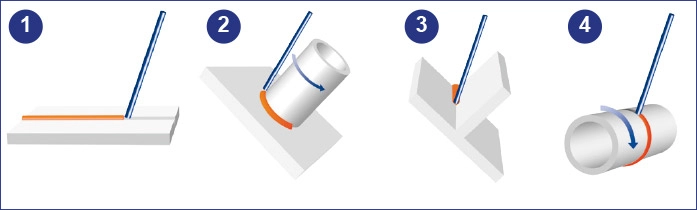
Schweissposition - Stromart - Polung
PA = Waagerechtes Schweissen von Stumpf- und Kehlnäthen (Wannenpostion bzw. Wannelage)
- Strumpfnaht - Blech Wannenposition (1G*)
- Kehlnaht - Rohr rotierend Achse geneigt Wannenposition (1FR*)
- Kehlnaht - Blech Wannenposition (1F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Wannenposition (1G*)
* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PB = Horizontales Schweissen von Kehlnaht schweissen (Horizontal-Vertikalposition)
- Strumpfnaht - Blech Horizontalposition(2F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Horizontalposition(2FR*)
- Strumpfnaht - Rohr fest Achse senkrecht Horizontalposition(2F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PC = Querposition bzw. Quernaht (waagrechtes Schweißen an senkrechter Wand)
- Strumpfnaht - Blech Querposition
- Kehlnaht - Blech Querposition (2G*)
- Strumpfnaht - Rohr fest Achse senkrecht Querposition (2G*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PD = Horizontale Überkopf-Position
- Kehlnaht - Blech Horizontal Überkopfposition(4F*)
- Kehlnaht - Rohr fest Achse senkrecht Horizontal Überkopfposition(4F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PE = Überkopfschweissen bzw. Überkopf-Position
- Strumpfnaht - Blech Überkopfposition (4G*)
- Kehlnaht - Blech Überkopfposition

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PF = Steigposition bzw. Steignaht schweissen (senkrechtes Schweissen von unten nach oben)
- Strumpfnaht - Blech Steigposition(3G steigend*)
- Kehlnaht - Blech Steigposition(3G steigend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
- PA
- PB
- PC
- PD
- PE
- PF
- DC +
Basisch-umhüllte Stabelektrode für hochwarmfeste Stähle des Typs 10% Cr - 1% Mo - 1% W -V - Nb. Besonders geeignet für dickwandige Gussteile, die einer Anlassglühung von 730°C / 12h unterzogen werden.
- Normbezeichnung (EN IS0)3580-A: E Z (CrMoWV10) B 42 H5
- AWSA5.5:~E 9018-G H4
- Einteilungwarmfeste Stähle
- AnalyseC - Mn - Si - P - S - Cr - Ni - Mo - Nb - V - W - N
| Produkt | Durchmesser | Länge | Strom | VPE | Inhalt | Menge | Preis Pro Pak |
|---|---|---|---|---|---|---|---|
Oerlikon CROMOCORD 10M MediumArtikel-Nr W000258367 | 3.25 mm | 350 mm | 80 - 130 A | 1.9 kg | 50 Stk. | ||
Oerlikon CROMOCORD 10M MediumArtikel-Nr W000258368 | 4.0 mm | 450 mm | 140 - 180 A | 2.3 kg | 30 Stk. | ||
Oerlikon CROMOCORD 10M MediumArtikel-Nr W000258369 | 5.0 mm | 450 mm | 180 - 230 A | 2.3kg | 20 Stk. |
Beschreibung
Oerlikon CROMOCORD 10M - Stabelektroden für warmfeste Stähle
Basisch-umhüllte Stabelektrode für hochwarmfeste Stähle des Typs 10% Cr - 1% Mo - 1% W -V - Nb. Besonders geeignet für dickwandige Gussteile, die einer Anlassglühung von 730°C / 12h unterzogen werden.
Technische Daten
General
Normbezeichnungen
Chemische Zusammensetzung (typische Werte in %)
Mechanische Eigenschaften des reinen Schweissgutes
Werkstoffe
- G X 12 CrMoVWNbN 10 1 1
Trocken lagern
HD ≤ 4: Rücktrocknung 340 - 360°C / 2 h, max 5x.
Dokumente
Stichworte
Diese Website benutzt Cookies. Indem Sie weiterfahren, stimmen Sie zu. Erfahre mehr... Annehmen