

Oerlikon Extra
Stabelektroden für un- und niedriglegierte Stähle
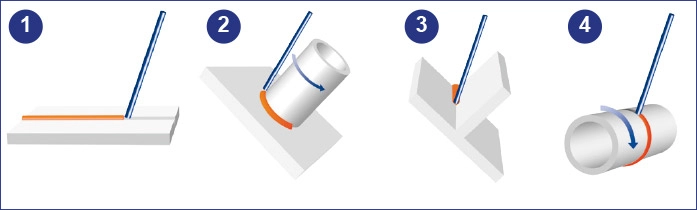
Schweissposition - Stromart - Polung
PA = Waagerechtes Schweissen von Stumpf- und Kehlnäthen (Wannenpostion bzw. Wannelage)
- Strumpfnaht - Blech Wannenposition (1G*)
- Kehlnaht - Rohr rotierend Achse geneigt Wannenposition (1FR*)
- Kehlnaht - Blech Wannenposition (1F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Wannenposition (1G*)
* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PB = Horizontales Schweissen von Kehlnaht schweissen (Horizontal-Vertikalposition)
- Strumpfnaht - Blech Horizontalposition(2F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Horizontalposition(2FR*)
- Strumpfnaht - Rohr fest Achse senkrecht Horizontalposition(2F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PC = Querposition bzw. Quernaht (waagrechtes Schweißen an senkrechter Wand)
- Strumpfnaht - Blech Querposition
- Kehlnaht - Blech Querposition (2G*)
- Strumpfnaht - Rohr fest Achse senkrecht Querposition (2G*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PD = Horizontale Überkopf-Position
- Kehlnaht - Blech Horizontal Überkopfposition(4F*)
- Kehlnaht - Rohr fest Achse senkrecht Horizontal Überkopfposition(4F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PE = Überkopfschweissen bzw. Überkopf-Position
- Strumpfnaht - Blech Überkopfposition (4G*)
- Kehlnaht - Blech Überkopfposition

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PF = Steigposition bzw. Steignaht schweissen (senkrechtes Schweissen von unten nach oben)
- Strumpfnaht - Blech Steigposition(3G steigend*)
- Kehlnaht - Blech Steigposition(3G steigend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
- PA
- PB
- PC
- PD
- PE
- PF
- AC; DC +
Basisch-umhüllte, vielseitig für Montage-, Werkstatt- und Reparaturschweissungen einsetzbare Doppelmantelelektrode. Der Doppelmantel verleiht der Elektrode einen richtungsstabilen Lichtbogen mit guter Spaltüberbrückbarkeit, daher gut in Zwangspositionen und Wurzel verschweissbar. Die glasartige Schlacke lässt sich leicht von den glatten Nähten entfernen. Auch für Schienenstossschweissungen im Bereich der DB zugelassen (Zugfestigkeit bis 685 MPa).
- Normbezeichnung (EN IS0)2560-A: E 42 4 B 32 H10
- AWSA5.1: E 7016-H8
- Einteilungun- und niedriglegierte Stähle
- AnalyseC - Mn - Si - P - S
| Produkt | Durchmesser | Länge | Strom | VPE | Inhalt | Menge | Preis Pro Pak |
|---|---|---|---|---|---|---|---|
Oerlikon ExtraArtikel-Nr W000287365 | 2.5 mm | 350 mm | 60 - 90 A | 3.9 Kg | 200 Stk. | Pro Pak CHF 125.00 Ab 6 Pak CHF 106.25 Ab 12 Pak CHF 93.75 Ab 48 Pak CHF 81.25 | |
OERLIKON ExtraArtikel-Nr W000287366 | 3.25 mm | 350 mm | 95 - 140 mm | 4.1 Kg | 125 Stk. | Pro Pak CHF 103.00 Ab 6 Pak CHF 87.55 Ab 12 Pak CHF 77.25 Ab 48 Pak CHF 66.95 | |
OERLIKON ExtraArtikel-Nr W000287367 | 4.0 mm | 450 mm | 135 - 190 A | 5.1 Kg | 80 Stk. | Pro Pak CHF 92.00 Ab 6 Pak CHF 78.20 Ab 12 Pak CHF 69.00 Ab 48 Pak CHF 59.80 |
Beschreibung
OERLIKON Extra - Stabelektroden un- und niedriglegierte Stähle -
Basisch-umhüllte, vielseitig für Montage-, Werkstatt- und Reparaturschweissungen einsetzbare Doppelmantelelektrode. Der Doppelmantel verleiht der Elektrode einen richtungsstabilen Lichtbogen mit guter Spaltüberbrückbarkeit, daher gut in Zwangspositionen und Wurzel verschweissbar. Die glasartige Schlacke lässt sich leicht von den glatten Nähten entfernen. Auch für Schienenstossschweissungen im Bereich der DB zugelassen (Zugfestigkeit bis 685 MPa).
Technische Daten
General
Normbezeichnungen
Zulassungen
Chemische Zusammensetzung (typische Werte in %)
Mechanische Eigenschaften des reinen Schweissgutes
Werkstoffe
- S(P)235-S(P)420
- GP240-GP280