


Oerlikon FLUXOFIL 31 S
Basische Fülldrahtelektroden - Die Schlackenmenge ist im Vergleich zum FLUXOFIL 31 reduziert.
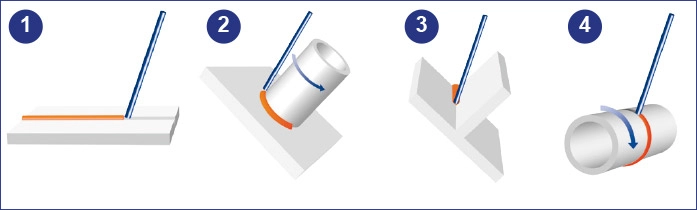
Schweissposition - Stromart - Polung
PA = Waagerechtes Schweissen von Stumpf- und Kehlnäthen (Wannenpostion bzw. Wannelage)
- Strumpfnaht - Blech Wannenposition (1G*)
- Kehlnaht - Rohr rotierend Achse geneigt Wannenposition (1FR*)
- Kehlnaht - Blech Wannenposition (1F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Wannenposition (1G*)
* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PB = Horizontales Schweissen von Kehlnaht schweissen (Horizontal-Vertikalposition)
- Strumpfnaht - Blech Horizontalposition(2F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Horizontalposition(2FR*)
- Strumpfnaht - Rohr fest Achse senkrecht Horizontalposition(2F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PC = Querposition bzw. Quernaht (waagrechtes Schweißen an senkrechter Wand)
- Strumpfnaht - Blech Querposition
- Kehlnaht - Blech Querposition (2G*)
- Strumpfnaht - Rohr fest Achse senkrecht Querposition (2G*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PD = Horizontale Überkopf-Position
- Kehlnaht - Blech Horizontal Überkopfposition(4F*)
- Kehlnaht - Rohr fest Achse senkrecht Horizontal Überkopfposition(4F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PE = Überkopfschweissen bzw. Überkopf-Position
- Strumpfnaht - Blech Überkopfposition (4G*)
- Kehlnaht - Blech Überkopfposition

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PF = Steigposition bzw. Steignaht schweissen (senkrechtes Schweissen von unten nach oben)
- Strumpfnaht - Blech Steigposition(3G steigend*)
- Kehlnaht - Blech Steigposition(3G steigend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
- PA
- PB
- PC
- PD
- PE
- PF
- DC +
Nahtlose Fülldrahtelektrode mit basischer Schlacke für das Metall - Schutzgasschweissen von unlegierten Stählen bis zu einer Streckgrenze von 420 N/mm² (ohne Wärmenachbehandlung). Die Schlackenmenge ist im Vergleich zum FLUXOFIL 31 reduziert. Das Schweissgut ist sehr risssicher, kaltzäh bis -40°C und hat einen sehr niedrigen Wasserstoffgehalt. Im Kurz-, Sprüh- und Impulslichtbogen gleichermassen stabil und spritzarm verarbeitbar. Sicherer Flankeneinbrand und sehr gute Spaltüberbrückbarkeit. Als Schutzgas wird vorzugsweise Mischgas empfohlen. Die Verwendung von CO2 für Kurz- und Sprühlichtbogen ist möglich.
- Normbezeichnung (EN ISO)17632-A: T 42 4 B C 2 H5
- AWSA5.36: E70T5-C1A4-CS1-H4
- Einteilungun- und niedriglegierte Stähle
- AnalyseC - Mn - Si - P - S
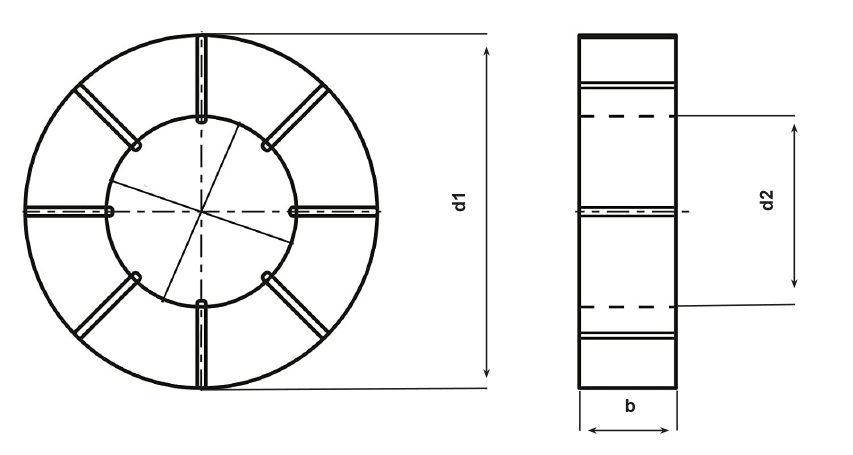
| Produkt | Durchmesser | Länge | VPE | Rollenform (DIN EN ISO 544) | Menge | Preis Pro Spule |
|---|---|---|---|---|---|---|
OERLIKON FLUXOFIL 31 SArtikel-Nr W000281172 | 1.2 mm | 16 Kg | B300 B300 Korb-Ringspule (B)
| Pro Spule CHF 276.80 Ab 10 Spule CHF 221.44 Ab 30 Spule CHF 166.08 Ab 63 Spule CHF 110.72 |
Beschreibung
OERLIKON FLUXOFIL 31 S - Fülldrahtelektroden für un- und niedriglegierte Stähle -
Nahtlose Fülldrahtelektrode mit basischer Schlacke für das Metall - Schutzgasschweissen von unlegierten Stählen bis zu einer Streckgrenze von 420 N/mm² (ohne Wärmenachbehandlung). Die Schlackenmenge ist im Vergleich zum FLUXOFIL 31 reduziert. Das Schweissgut ist sehr risssicher, kaltzäh bis -40°C und hat einen sehr niedrigen Wasserstoffgehalt. Im Kurz-, Sprüh- und Impulslichtbogen gleichermassen stabil und spritzarm verarbeitbar. Sicherer Flankeneinbrand und sehr gute Spaltüberbrückbarkeit. Als Schutzgas wird vorzugsweise Mischgas empfohlen. Die Verwendung von CO2 für Kurz- und Sprühlichtbogen ist möglich.
Technische Daten
General
Schutzgase
Normbezeichnungen
Zulassungen
Chemische Zusammensetzung (typische Werte in %)
Mechanische Eigenschaften des reinen Schweissgutes
Vorteile
- Gute Zündeigenschaften
- Optimierte Schweisseigenschaften
- Lichtbogenstabilität
Werkstoffe
- S(P)235-S(P)420
- GP240-GP280