


Oerlikon FLUXOFIL 48
Nahtlose Basische Fülldrahtelektroden, Schweissen von wetterfesten Stählen wie z.B. Patinax oder Corten.
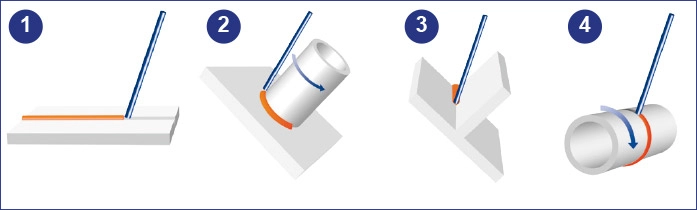
Schweissposition - Stromart - Polung
PA = Waagerechtes Schweissen von Stumpf- und Kehlnäthen (Wannenpostion bzw. Wannelage)
- Strumpfnaht - Blech Wannenposition (1G*)
- Kehlnaht - Rohr rotierend Achse geneigt Wannenposition (1FR*)
- Kehlnaht - Blech Wannenposition (1F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Wannenposition (1G*)
* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PB = Horizontales Schweissen von Kehlnaht schweissen (Horizontal-Vertikalposition)
- Strumpfnaht - Blech Horizontalposition(2F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Horizontalposition(2FR*)
- Strumpfnaht - Rohr fest Achse senkrecht Horizontalposition(2F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PC = Querposition bzw. Quernaht (waagrechtes Schweißen an senkrechter Wand)
- Strumpfnaht - Blech Querposition
- Kehlnaht - Blech Querposition (2G*)
- Strumpfnaht - Rohr fest Achse senkrecht Querposition (2G*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PD = Horizontale Überkopf-Position
- Kehlnaht - Blech Horizontal Überkopfposition(4F*)
- Kehlnaht - Rohr fest Achse senkrecht Horizontal Überkopfposition(4F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PE = Überkopfschweissen bzw. Überkopf-Position
- Strumpfnaht - Blech Überkopfposition (4G*)
- Kehlnaht - Blech Überkopfposition

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PF = Steigposition bzw. Steignaht schweissen (senkrechtes Schweissen von unten nach oben)
- Strumpfnaht - Blech Steigposition(3G steigend*)
- Kehlnaht - Blech Steigposition(3G steigend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
- PA
- PB
- PC
- PD
- PE
- PF
- DC +
Nahtlose Fülldrahtelektrode mit basischer Schlacke für das Metall - Schutzgasschweissen von wetterfesten Stählen wie z.B. Patinax oder Corten. Das Schweissgut ist in seinem trägen Korrosionsverhalten an diese Stahlsorten angepasst. Das Schweissgut ist sehr risssicher, kaltzäh bis -60°C und hat einen sehr niedrigen Wasserstoffgehalt. Im Kurz-, Sprüh- und Impulslichtbogen gleichermassen stabil und spritzerarm verarbeitbar. Sicherer Flankeneinbrand und sehr gute Spaltüberbrückbarkeit.
- Normbezeichnung (EN ISO)17632-A: T 46 6 Z B M 2 H5
- AWSA5.36: E80T5-M21A8-GH4
- Einteilungun- und niedriglegierte Stähle
- AnalyseC - Mn - Si - P - S - Cr - Ni - Cu
| Produkt | Durchmesser | Länge | VPE | Rollenform (DIN EN ISO 544) | Menge | Preis Pro Spule |
|---|---|---|---|---|---|---|
OERLIKON FLUXOFIL 48Artikel-Nr W000281195 | 1.2 mm | 16 Kg | B300 BS300 Korbspule (BS)
| Pro Spule CHF 311.35 Ab 10 Spule CHF 249.08 Ab 30 Spule CHF 186.81 Ab 63 Spule CHF 124.54 |
Legierungszuschlag
Der Legierungszuschlag (LZ) ist ein Preisaufschlag, den Stahlwerke zum Grundpreis für Edelstahlprodukte addieren. Der LZ spiegelt den Wert der in Edelstahl enthaltenen Legierungselemente wieder.
Der Legierungszuschlag unterscheidet sich je nach Werkstoff und Produkttyp.
LEGIERUNGSZUSCHLAG
Der Legierungszuschlag basiert auf den Preisniveaus folgender in Edelstahl enthaltenen Elemente: Nickel, Chrom, Molybdän, Mangan und Eisen (wobei die letzten zwei einen geringeren Einfluss auf den Gesamtpreis haben).
EXTRAS
Dieser Preisbestandteil beinhaltet Kosten für Sondermaße, unterschiedliche Dicken, Dienstleistungen, Verpackungen und andere Sonderkosten.
GRUNDPREIS
Der Grundpreis berücksichtigt alle weiteren Preisvariablen, die im Normalfall den Preis des Produktes ausmachen (Lohnkosten, Maschinenkosten, Markttrends, usw.). Der Grundpreis wird oft unabhängig von den LZ verhandelt.
Beschreibung
OERLIKON FLUXOFIL 48 - Fülldrahtelektroden für un- und niedriglegierte Stähle -
Nahtlose Fülldrahtelektrode mit basischer Schlacke für das Metall - Schutzgasschweissen von wetterfesten Stählen wie z.B. Patinax oder Corten. Das Schweissgut ist in seinem trägen Korrosionsverhalten an diese Stahlsorten angepasst. Das Schweissgut ist sehr risssicher, kaltzäh bis -60°C und hat einen sehr niedrigen Wasserstoffgehalt. Im Kurz-, Sprüh- und Impulslichtbogen gleichermassen stabil und spritzerarm verarbeitbar. Sicherer Flankeneinbrand und sehr gute Spaltüberbrückbarkeit.
Technische Daten
General
Schutzgase
Normbezeichnungen
Zulassungen
Chemische Zusammensetzung (typische Werte in %)
Mechanische Eigenschaften des reinen Schweissgutes
Vorteile
- Gute Zündeigenschaften
- Optimierte Schweisseigenschaften
- Lichtbogenstabilität
Werkstoffe
- S235J0W
- S235J2W
- S355J0W
- S355J2W
- S355K2W