


Oerlikon NIROD 625
WIG/TIG - Schweissstäbe
Nickel- und Kupferlegierungen
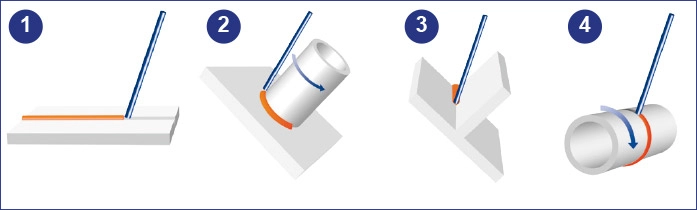
Schweissposition - Stromart - Polung
PA = Waagerechtes Schweissen von Stumpf- und Kehlnäthen (Wannenpostion bzw. Wannelage)
- Strumpfnaht - Blech Wannenposition (1G*)
- Kehlnaht - Rohr rotierend Achse geneigt Wannenposition (1FR*)
- Kehlnaht - Blech Wannenposition (1F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Wannenposition (1G*)
* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PB = Horizontales Schweissen von Kehlnaht schweissen (Horizontal-Vertikalposition)
- Strumpfnaht - Blech Horizontalposition(2F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Horizontalposition(2FR*)
- Strumpfnaht - Rohr fest Achse senkrecht Horizontalposition(2F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PC = Querposition bzw. Quernaht (waagrechtes Schweißen an senkrechter Wand)
- Strumpfnaht - Blech Querposition
- Kehlnaht - Blech Querposition (2G*)
- Strumpfnaht - Rohr fest Achse senkrecht Querposition (2G*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PD = Horizontale Überkopf-Position
- Kehlnaht - Blech Horizontal Überkopfposition(4F*)
- Kehlnaht - Rohr fest Achse senkrecht Horizontal Überkopfposition(4F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PE = Überkopfschweissen bzw. Überkopf-Position
- Strumpfnaht - Blech Überkopfposition (4G*)
- Kehlnaht - Blech Überkopfposition

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PF = Steigposition bzw. Steignaht schweissen (senkrechtes Schweissen von unten nach oben)
- Strumpfnaht - Blech Steigposition(3G steigend*)
- Kehlnaht - Blech Steigposition(3G steigend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
- PA
- PB
- PC
- PD
- PE
- PF
- DC -
WIG-Schweißstab für hoch korrosionsbeständige Cr-Mo-Nickelbasislegierungen des Typs alloy 625, alloy 825 und artähnlichen Legierungen. Ebenfalls verwendbar für hoch molybdänlegierte korrosionsbeständige Stähle mit z.B. 7 % Mo wie X1NiCrMoCuN25-20-7 und kaltzähe Nickelstähle. Sehr beständig gegen Spannungsrißkorrosion und Lochkorrosion. Kaltzäh bis - 196 °C. In schwefelfreier Atmosphäre zunderbeständig bis 1200 °C, in schwefelhaltiger Atmosphäre ist das Schweißgut bis 500 °C einsetzbar. Auch bei höheren Temperaturen nur sehr eingeschränkte Kohlenstoffdiffusion im Schweißgut, somit werden rissanfällige Karbidsäume im Nahtübergang von Mischverbindungen vermieden. Thermischer Ausdehnungskoeffizient zwischen austenitischen und ferritischen Stählen, deshalb ebenfalls geeignet für Ferrit-Austenit-Verbindungen ("schwarz-weiß") mit Einsatztemperaturen oder Wärmebehandlungen über 300 °C.
- Normbezeichnung (EN IS0)18274: S Ni 6625 (NiCr22Mo9Nb)
- AWSA5.14: ER NiCrMo-3
- EinteilungNickel- und Kupferlegierungen
- AnalyseC - Mn - Si - P - S - Cr - Ni - Nb - Fe - Ti - Mo
| Produkt | Durchmesser | Länge | VPE | Menge | Preis Pro Pak |
|---|---|---|---|---|---|
OERLIKON NIROD 625Artikel-Nr W000283545 | 2.0 mm | 1000 mm | 5 Kg | Pro Pak CHF 1’459.85 Ab 5 Pak CHF 1'240.87 Ab 20 Pak CHF 1'094.89 Ab 50 Pak CHF 875.91 | |
OERLIKON NIROD 625Artikel-Nr W000283546 | 2.4 mm | 1000 mm | 5 Kg | Pro Pak CHF 1’452.65 Ab 5 Pak CHF 1'234.75 Ab 20 Pak CHF 1'089.49 Ab 50 Pak CHF 871.59 |
Beschreibung
OERLIKON NIROD 625 - Schweissstäbe für Nickel- und Kupferlegierungen -
WIG-Schweißstab für hoch korrosionsbeständige Cr-Mo-Nickelbasislegierungen des Typs alloy 625, alloy 825 und artähnlichen Legierungen. Ebenfalls verwendbar für hoch molybdänlegierte korrosionsbeständige Stähle mit z.B. 7 % Mo wie X1NiCrMoCuN25-20-7 und kaltzähe Nickelstähle. Sehr beständig gegen Spannungsrißkorrosion und Lochkorrosion. Kaltzäh bis - 196 °C. In schwefelfreier Atmosphäre zunderbeständig bis 1200 °C, in schwefelhaltiger Atmosphäre ist das Schweißgut bis 500 °C einsetzbar. Auch bei höheren Temperaturen nur sehr eingeschränkte Kohlenstoffdiffusion im Schweißgut, somit werden rissanfällige Karbidsäume im Nahtübergang von Mischverbindungen vermieden. Thermischer Ausdehnungskoeffizient zwischen austenitischen und ferritischen Stählen, deshalb ebenfalls geeignet für Ferrit-Austenit-Verbindungen ("schwarz-weiß") mit Einsatztemperaturen oder Wärmebehandlungen über 300 °C.
Technische Daten
General
Schutzgase
Normbezeichnungen
Chemische Zusammensetzung (typische Werte in %)
Mechanische Eigenschaften des reinen Schweissgutes (Schutzgas 100% Ar)
Werkstoffe
- UNS N06625
- UNS N08825
- 2.4856
- 2.4839