




Oerlikon TENACITO 100
Stabelektroden für hochfeste Stähle
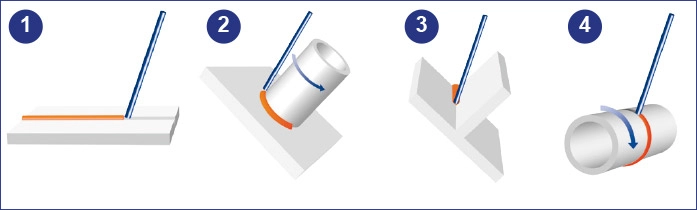
Schweissposition - Stromart - Polung
PA = Waagerechtes Schweissen von Stumpf- und Kehlnäthen (Wannenpostion bzw. Wannelage)
- Strumpfnaht - Blech Wannenposition (1G*)
- Kehlnaht - Rohr rotierend Achse geneigt Wannenposition (1FR*)
- Kehlnaht - Blech Wannenposition (1F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Wannenposition (1G*)
* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PB = Horizontales Schweissen von Kehlnaht schweissen (Horizontal-Vertikalposition)
- Strumpfnaht - Blech Horizontalposition(2F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Horizontalposition(2FR*)
- Strumpfnaht - Rohr fest Achse senkrecht Horizontalposition(2F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PC = Querposition bzw. Quernaht (waagrechtes Schweißen an senkrechter Wand)
- Strumpfnaht - Blech Querposition
- Kehlnaht - Blech Querposition (2G*)
- Strumpfnaht - Rohr fest Achse senkrecht Querposition (2G*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PD = Horizontale Überkopf-Position
- Kehlnaht - Blech Horizontal Überkopfposition(4F*)
- Kehlnaht - Rohr fest Achse senkrecht Horizontal Überkopfposition(4F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PE = Überkopfschweissen bzw. Überkopf-Position
- Strumpfnaht - Blech Überkopfposition (4G*)
- Kehlnaht - Blech Überkopfposition

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PF = Steigposition bzw. Steignaht schweissen (senkrechtes Schweissen von unten nach oben)
- Strumpfnaht - Blech Steigposition(3G steigend*)
- Kehlnaht - Blech Steigposition(3G steigend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
- PA
- PB
- PC
- PD
- PE
- PF
- DC +
Basisch-umhüllte Stabelektrode für zuverlässig rissfreie und zähe Schweissverbindungen an hochfesten Stählen bis 890 N/mm² Streckgrenze und gegebenenfalls darüber hinaus (undermatched). Das Schweissgut ist trotz der hohen Festigkeit kaltzäh bis -40°C. Sehr niedriger Wasserstoffgehalt. Der Doppelmantel Durchmesser 2,5 und 3,2 mm verleiht der Elektrode einen stabilen, gerichteten Lichtbogen auch bei abgesenkter Stromstärke. TENACITO 100 ist gut für Zwangspositionen geeignet. Gute Spaltüberbrückbarkeit.
- Normbezeichnung (EN IS0)18275-A: E 89 4 Mn2Ni1CrMo B 42 H5
- AWSA5.5: E 12018-G H4
- Einteilunghochfeste Stähle
- AnalyseC - Mn - Si - P - S - Cr - Ni - Mo
| Produkt | Durchmesser | Länge | Strom | VPE | Inhalt | Menge | Preis Pro Pak |
|---|---|---|---|---|---|---|---|
Oerlikon TENACITO 100 MediumArtikel-Nr W000258331 Verfügbarkeit: Ab Lager | 4.0 mm | 450 mm | 140 - 185 A | 2.4 kg | 35 Stk. | Pro Pak CHF 94.00 Ab 6 Pak CHF 79.90 Ab 12 Pak CHF 70.50 Ab 48 Pak CHF 61.10 |
Beschreibung
Oerlikon TENACITO 100 - Stabelektroden für hochfeste Stähle Stähle
Basisch-umhüllte Stabelektrode für zuverlässig rissfreie und zähe Schweissverbindungen an hochfesten Stählen bis 890 N/mm² Streckgrenze und gegebenenfalls darüber hinaus (undermatched). Das Schweissgut ist trotz der hohen Festigkeit kaltzäh bis -40°C. Sehr niedriger Wasserstoffgehalt. Der Doppelmantel verleiht der Elektrode einen stabilen, gerichteten Lichtbogen auch bei abgesenkter Stromstärke. TENACITO 100 ist gut für Zwangspositionen geeignet. Gute Spaltüberbrückbarkeit.
Technische Daten
General
Normbezeichnungen
Zulassungen
Chemische Zusammensetzung (typische Werte in %)
Mechanische Eigenschaften des reinen Schweissgutes
Vorteile
- Äusserst stabiler Lichtbogen, wenig empfindlich gegen magnetische Blasenwirkung.
- Attraktives Schweissverhalten.
- Ausgezeichnete Benetzung selbst bei geringer Stromstärke.
- Beste Spaltüberbrückbarkeit
- Hohe metallurgische Reinheit des Schweissgutes.
Anwendung
- Offshore
- Atomindustrie
- Petrochemie
- Kryogene Anwendungen
- Druckbehälter
Werkstoffe
- S890
