


Oerlikon CITOFLUX H06
Fülldrahtelektroden für Hartauftragen
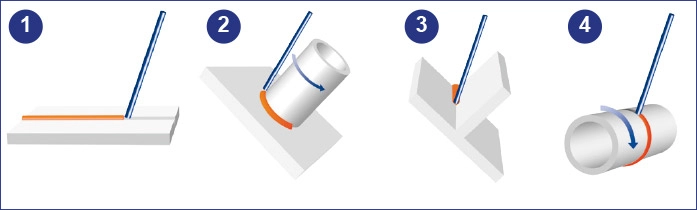
Schweissposition - Stromart - Polung
PA = Waagerechtes Schweissen von Stumpf- und Kehlnäthen (Wannenpostion bzw. Wannelage)
- Strumpfnaht - Blech Wannenposition (1G*)
- Kehlnaht - Rohr rotierend Achse geneigt Wannenposition (1FR*)
- Kehlnaht - Blech Wannenposition (1F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Wannenposition (1G*)
* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PB = Horizontales Schweissen von Kehlnaht schweissen (Horizontal-Vertikalposition)
- Strumpfnaht - Blech Horizontalposition(2F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Horizontalposition(2FR*)
- Strumpfnaht - Rohr fest Achse senkrecht Horizontalposition(2F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PC = Querposition bzw. Quernaht (waagrechtes Schweißen an senkrechter Wand)
- Strumpfnaht - Blech Querposition
- Kehlnaht - Blech Querposition (2G*)
- Strumpfnaht - Rohr fest Achse senkrecht Querposition (2G*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PD = Horizontale Überkopf-Position
- Kehlnaht - Blech Horizontal Überkopfposition(4F*)
- Kehlnaht - Rohr fest Achse senkrecht Horizontal Überkopfposition(4F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PE = Überkopfschweissen bzw. Überkopf-Position
- Strumpfnaht - Blech Überkopfposition (4G*)
- Kehlnaht - Blech Überkopfposition

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PF = Steigposition bzw. Steignaht schweissen (senkrechtes Schweissen von unten nach oben)
- Strumpfnaht - Blech Steigposition(3G steigend*)
- Kehlnaht - Blech Steigposition(3G steigend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PG = Fallposition bzw. Fallnaht schweissen (senkrechtes Schweissen von oben nach unten)
- Strumpfnaht - Blech Fallposition(3G fallend*)
- Kehlnaht - Blech Fallposition(3G fallend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
- PA
- PB
- PC
- PD
- PE
- PF
- PG
- DC +
Die Oerlikon CITOFLUX H06 Fülldrahtelektroden sind speziell für das Hartauftragen entwickelt, um Werkzeuge und Bauteile zu schützen, die Stoss- und Gleitverschleiss ausgesetzt sind. Diese Metallpulverelektroden bieten eine hervorragende Schweisspanzerung für Bauteile wie Brechbacken, Brechhämmer, Schlagleisten, Stachelbrecher, Kohlemühlenschläger sowie Komponenten in Schreddern und Recyclinganlagen, die starken mechanischen Belastungen unterliegen.
- Normbezeichnung (EN)14700: T Fe8
- EinteilungHartauftragen
- AnalyseC - Mn - Si - Cr
| Produkt | Durchmesser | Länge | VPE | Rollenform (DIN EN ISO 544) | Menge | Preis Pro Spule |
|---|---|---|---|---|---|---|
OERLIKON CITOFLUX H06Artikel-Nr W000281367 | 1.2 mm | 16 Kg | B300 B300 Korb-Ringspule (B)
| Pro Spule CHF 455.20 Ab 10 Spule CHF 364.16 Ab 30 Spule CHF 273.12 Ab 63 Spule CHF 182.08 |
Legierungszuschlag
Der Legierungszuschlag (LZ) ist ein Preisaufschlag, den Stahlwerke zum Grundpreis für Edelstahlprodukte addieren. Der LZ spiegelt den Wert der in Edelstahl enthaltenen Legierungselemente wieder.
Der Legierungszuschlag unterscheidet sich je nach Werkstoff und Produkttyp.
LEGIERUNGSZUSCHLAG
Der Legierungszuschlag basiert auf den Preisniveaus folgender in Edelstahl enthaltenen Elemente: Nickel, Chrom, Molybdän, Mangan und Eisen (wobei die letzten zwei einen geringeren Einfluss auf den Gesamtpreis haben).
EXTRAS
Dieser Preisbestandteil beinhaltet Kosten für Sondermaße, unterschiedliche Dicken, Dienstleistungen, Verpackungen und andere Sonderkosten.
GRUNDPREIS
Der Grundpreis berücksichtigt alle weiteren Preisvariablen, die im Normalfall den Preis des Produktes ausmachen (Lohnkosten, Maschinenkosten, Markttrends, usw.). Der Grundpreis wird oft unabhängig von den LZ verhandelt.
Beschreibung
Oerlikon CITOFLUX H06 – Fülldrahtelektroden für Hartauftragen
Die Oerlikon CITOFLUX H06 Fülldrahtelektroden sind speziell für das Hartauftragen entwickelt, um Werkzeuge und Bauteile zu schützen, die Stoss- und Gleitverschleiss ausgesetzt sind. Diese Metallpulverelektroden bieten eine hervorragende Schweisspanzerung für Bauteile wie Brechbacken, Brechhämmer, Schlagleisten, Stachelbrecher, Kohlemühlenschläger sowie Komponenten in Schreddern und Recyclinganlagen, die starken mechanischen Belastungen unterliegen.
Das zähharte Schweissgut bietet nicht nur eine hervorragende Verschleissfestigkeit, sondern kann auch durch Schleifen bearbeitet werden, um eine präzise Formgebung und Oberflächenbearbeitung zu ermöglichen. Für sehr schweisskritische Grundwerkstoffe kann ein Puffern mit Produkten wie FLUXOFIL 31 erforderlich sein, um eine optimale Haftung und Qualität zu gewährleisten.
Ihre Vorteile auf einen Blick:
Hervorragende Verschleissfestigkeit – Schutz für Bauteile, die extremen mechanischen Belastungen und Abrieb ausgesetzt sind.
Zähharter Schweissgut – Bietet eine lange Lebensdauer und kann nachbearbeitet werden.
Vielseitige Anwendungen – Ideal für Anwendungen in der Bauindustrie, Recycling und Maschinenwartung.
Einfache Bearbeitung – Schleifbar für präzise Nachbearbeitung und Formgebung.
Optimale Haftung – Bei Bedarf kann ein Puffern mit FLUXOFIL 31 die Schweissqualität für sehr kritische Werkstoffe verbessern.
Mit den Oerlikon CITOFLUX H06 Fülldrahtelektroden erhalten Sie eine zuverlässige Lösung für Hartauftragsanwendungen, die nicht nur die Lebensdauer von Bauteilen verlängert, sondern auch für eine hohe Verschleissfestigkeit sorgt.
Technische Daten
General
Schutzgase
Normbezeichnungen
Chemische Zusammensetzung (typische Werte in %)
Mechanische Eigenschaften des reinen Schweissgutes
Vorteile
- Gute Zündeigenschaften
- Optimierte Schweisseigenschaften
- Lichtbogenstabilität
Werkstoffe
- Shipbuilding steels A.B.D.E.AH32 - EH36
- S(P)235-S(P)420
- GP240-GP280
- X42 - X65