


Oerlikon FINCORD M
Stabelektroden für un- und niedriglegierte Stähle
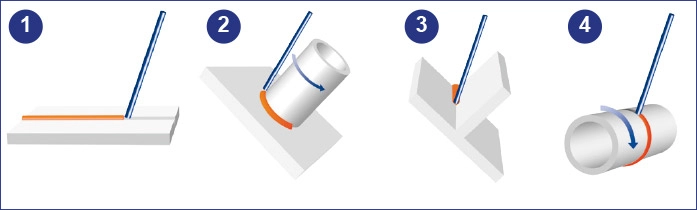
Schweissposition - Stromart - Polung
PA = Waagerechtes Schweissen von Stumpf- und Kehlnäthen (Wannenpostion bzw. Wannelage)
- Strumpfnaht - Blech Wannenposition (1G*)
- Kehlnaht - Rohr rotierend Achse geneigt Wannenposition (1FR*)
- Kehlnaht - Blech Wannenposition (1F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Wannenposition (1G*)
* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PB = Horizontales Schweissen von Kehlnaht schweissen (Horizontal-Vertikalposition)
- Strumpfnaht - Blech Horizontalposition(2F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Horizontalposition(2FR*)
- Strumpfnaht - Rohr fest Achse senkrecht Horizontalposition(2F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PC = Querposition bzw. Quernaht (waagrechtes Schweißen an senkrechter Wand)
- Strumpfnaht - Blech Querposition
- Kehlnaht - Blech Querposition (2G*)
- Strumpfnaht - Rohr fest Achse senkrecht Querposition (2G*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PD = Horizontale Überkopf-Position
- Kehlnaht - Blech Horizontal Überkopfposition(4F*)
- Kehlnaht - Rohr fest Achse senkrecht Horizontal Überkopfposition(4F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PE = Überkopfschweissen bzw. Überkopf-Position
- Strumpfnaht - Blech Überkopfposition (4G*)
- Kehlnaht - Blech Überkopfposition

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PF = Steigposition bzw. Steignaht schweissen (senkrechtes Schweissen von unten nach oben)
- Strumpfnaht - Blech Steigposition(3G steigend*)
- Kehlnaht - Blech Steigposition(3G steigend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PG = Fallposition bzw. Fallnaht schweissen (senkrechtes Schweissen von oben nach unten)
- Strumpfnaht - Blech Fallposition(3G fallend*)
- Kehlnaht - Blech Fallposition(3G fallend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
- PA
- PB
- PC
- PD
- PE
- PF
- PG
- AC; DC - / DC +
Mitteldick rutil-umhüllte Elektrode mit einfacher Verschweissbarkeit. Die im Vergleich zu dick rutil-umhüllten Elektroden dünnere Umhüllung erzeugt einen geringeren Schlackenanteil und einen grobtropfigeren Werkstoffübergang. Dadurch ist FINCORD M sehr gut in allen Positionen - ausser fallend - beherrschbar. Gutes Zünden und Wiederzünden, geringe Spritzerbildung, vorwiegend selbstlösende Schlacke. Verschweissbar mit Gleich- und Wechselstrom, auch an Lichtnetztrafos.
- Normbezeichnung (EN IS0)2560-A: E 38 0 R 12
- AWSA5.1: E 6013
- Einteilungun- und niedriglegierte Stähle
- AnalyseC - Mn - Si - P - S
| Produkt | Durchmesser | Länge | Strom | VPE | Inhalt | Menge | Preis Pro Pak |
|---|---|---|---|---|---|---|---|
Oerlikon FINCORD MArtikel-Nr W000287216 | 2.5 mm | 350 mm | 55 - 90 A | 4.1 kg | 240 Stk. | Pro Pak CHF 102.00 Ab 6 Pak CHF 86.70 Ab 12 Pak CHF 76.50 Ab 48 Pak CHF 66.30 | |
Oerlikon FINCORD MArtikel-Nr W000287217 | 3.25 mm | 350 mm | 80 - 130 A | 4.3 kg | 140 Stk. | Pro Pak CHF 89.00 Ab 6 Pak CHF 75.65 Ab 12 Pak CHF 66.75 Ab 48 Pak CHF 57.85 | |
Oerlikon FINCORD MArtikel-Nr W000287219 | 4.0 mm | 450 mm | 120 - 180 A | 5.1 kg | 85 Stk. | Pro Pak CHF 76.00 Ab 6 Pak CHF 64.60 Ab 12 Pak CHF 57.00 Ab 48 Pak CHF 49.40 | |
Oerlikon FINCORD MArtikel-Nr W000287220 | 5.0 mm | 450 mm | 160 - 240 A | 5.1 kg | 50 Stk. | Pro Pak CHF 56.00 Ab 6 Pak CHF 47.60 Ab 12 Pak CHF 42.00 Ab 48 Pak CHF 36.40 | |
Oerlikon FINCORD MArtikel-Nr W000287221 | 6.0 mm | 450 mm | 220 - 290 A | 5.1 kg | 35 Stk. | Pro Pak CHF 52.00 Ab 6 Pak CHF 44.20 Ab 12 Pak CHF 39.00 Ab 48 Pak CHF 33.80 |
Beschreibung
Oerlikon FINCORD M - Stabelektroden für un- und niedriglegierte Stähle
Mitteldick rutil-umhüllte Elektrode mit einfacher Verschweissbarkeit. Die im Vergleich zu dick rutil-umhüllten Elektroden dünnere Umhüllung erzeugt einen geringeren Schlackenanteil und einen grobtropfigeren Werkstoffübergang. Dadurch ist FINCORD M sehr gut in allen Positionen - ausser fallend - beherrschbar. Gutes Zünden und Wiederzünden, geringe Spritzerbildung, vorwiegend selbstlösende Schlacke. Verschweissbar mit Gleich- und Wechselstrom, auch an Lichtnetztrafos.
Technische Daten
General
Normbezeichnungen
Zulassungen
Chemische Zusammensetzung (typische Werte in %)
Mechanische Eigenschaften des reinen Schweissgutes
Vorteile
- FINCORD-Elektroden werden aufgrund ihres Schweissverhaltens verwendet.
- Für weniger erfahrene Schweisser geeignet.
- Müssen vor dem Schweissen nicht rückgetrocknet werden.
- Die Schlacke von FINCORD-Elektroden löst sich von selbst.
Werkstoffe
- S(P)235-S(P)355
- GP240-GP280