




Oerlikon SUPRADUR 400B
Stabelektroden für Hartauftragen
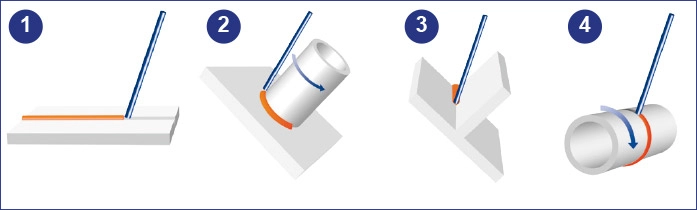
Schweissposition - Stromart - Polung
PA = Waagerechtes Schweissen von Stumpf- und Kehlnäthen (Wannenpostion bzw. Wannelage)
- Strumpfnaht - Blech Wannenposition (1G*)
- Kehlnaht - Rohr rotierend Achse geneigt Wannenposition (1FR*)
- Kehlnaht - Blech Wannenposition (1F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Wannenposition (1G*)
* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PB = Horizontales Schweissen von Kehlnaht schweissen (Horizontal-Vertikalposition)
- Strumpfnaht - Blech Horizontalposition(2F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Horizontalposition(2FR*)
- Strumpfnaht - Rohr fest Achse senkrecht Horizontalposition(2F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PC = Querposition bzw. Quernaht (waagrechtes Schweißen an senkrechter Wand)
- Strumpfnaht - Blech Querposition
- Kehlnaht - Blech Querposition (2G*)
- Strumpfnaht - Rohr fest Achse senkrecht Querposition (2G*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PF = Steigposition bzw. Steignaht schweissen (senkrechtes Schweissen von unten nach oben)
- Strumpfnaht - Blech Steigposition(3G steigend*)
- Kehlnaht - Blech Steigposition(3G steigend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
- PA
- PB
- PC
- PF
- AC; DC +
Dick basisch-umhüllte Elektrode für Auftragschweißungen hoher Verschleißbeständigkeit. Besonders geeignet für Hartauftragungen gegen Gleitverschleiß (z.B. Führungsbahn), Stoßverschleiß (z.B. Nocken) und Wälzverschleiß (z.B. Laufrad, Schiene). Risssicheres Schweißgut, besonders widerstandsfähig gegen Stoß- und Schlagbeanspruchung. Eine zähe Pufferlage (z.B. mit TENACITO R) ist nur bei sehr schweißempfindlichen Grundwerkstoffen erforderlich, auch kann eine größere Zahl von Lagen ohne Zwischenlagen übereinander risssicher aufgetragen werden. Spanende Bearbeitung ist nur noch mit Hilfe gesinterten Hartmetallen möglich. SUPRADUR 400B lässt sich in allen Positionen außer fallend gut verschweißen. Geeignet für: Schienen, Weichen und Herzstücke, Baggerteile, Laufflächen, Schlagwerkzeuge, Gesenke, Bandagen, Radkränze; stark beanspruchte Gleitflächen; Ausbesserungsarbeiten an Matrizen und Stempel.
- DIN8555: E1-UM-400
- Normbezeichnung (EN)14700: E Fe1
- EinteilungHartauftragen
- AnalyseC - Mn - Si - Cr - Fe
| Produkt | Durchmesser | Länge | Strom | VPE | Inhalt | Menge | Preis Pro Pak |
|---|---|---|---|---|---|---|---|
Oerlikon SUPRADUR 400BArtikel-Nr W000258528 | 3.25 mm | 350 mm | 105 - 135 A | 4.7 kg | 135 Stk. | Pro Pak CHF 166.00 Ab 6 Pak CHF 141.10 Ab 12 Pak CHF 124.50 Ab 48 Pak CHF 107.90 | |
Oerlikon SUPRADUR 400BArtikel-Nr W000258529 | 4.0 mm | 450 mm | 120 - 180 A | 5.9 kg | 85 Stk. | Pro Pak CHF 114.00 Ab 6 Pak CHF 96.90 Ab 12 Pak CHF 85.50 Ab 48 Pak CHF 74.10 | |
Oerlikon SUPRADUR 400BArtikel-Nr W000258530 | 5.0 mm | 450 mm | 170 - 240 A | 5.5 kg | 50 Stk. | Pro Pak CHF 111.00 Ab 6 Pak CHF 94.35 Ab 12 Pak CHF 83.25 Ab 48 Pak CHF 72.15 |
Beschreibung
Oerlikon SUPRADUR 400B - Stabelektroden für Hartauftragen
Dick basisch-umhüllte Elektrode für Auftragschweißungen hoher Verschleißbeständigkeit. Besonders geeignet für Hartauftragungen gegen Gleitverschleiß (z.B. Führungsbahn), Stoßverschleiß (z.B. Nocken) und Wälzverschleiß (z.B. Laufrad, Schiene). Risssicheres Schweißgut, besonders widerstandsfähig gegen Stoß- und Schlagbeanspruchung. Eine zähe Pufferlage (z.B. mit TENACITO R) ist nur bei sehr schweißempfindlichen Grundwerkstoffen erforderlich, auch kann eine größere Zahl von Lagen ohne Zwischenlagen übereinander risssicher aufgetragen werden. Spanende Bearbeitung ist nur noch mit Hilfe gesinterten Hartmetallen möglich. SUPRADUR 400B lässt sich in allen Positionen außer fallend gut verschweißen. Geeignet für: Schienen, Weichen und Herzstücke, Baggerteile, Laufflächen, Schlagwerkzeuge, Gesenke, Bandagen, Radkränze; stark beanspruchte Gleitflächen; Ausbesserungsarbeiten an Matrizen und Stempel.
Technische Daten
General
Normbezeichnungen
Zulassungen
Chemische Zusammensetzung (typische Werte in %)
Mechanische Eigenschaften des reinen Schweissgutes
Werkstoffe
- Electrode pour recharger la bande de roulement des rails jusqu'à
